Schwer zugänglich, schnell trocken: Linearführungen automatisch schmieren ohne Stillstand
Profilschienen und Führungswagen stecken in fast jeder Werkzeugmaschine und Handling-Anlage —
und ihre Schmierstellen sitzen oft eng und schlecht erreichbar. Dieser Leitfaden für
Instandhalter zeigt branchenübergreifend, welches Fett oder Öl passt, warum kurze Hübe ein
Problem sind, wie Sie Späne fernhalten und wie sich Wagen und Antrieb automatisch schmieren lassen.
Linearführungen werden in den meisten Fällen mit Fett geschmiert. Im
Führungswagen laufen Kugeln oder Rollen im Umlauf zwischen Wagen und Profilschiene; der
Schmierstoff baut zwischen Wälzkörper und Laufbahn einen trennenden Film auf. Reißt dieser Film ab,
entstehen Reibung und Verschleiß. Mangelschmierung und eindringende Späne gehören zu den
häufigsten Ausfallursachen. Eine Besonderheit sind kurze Hübe: Der Wagen fährt immer über
denselben Abschnitt, und der Schmierstoff wird aus dem Kontakt gedrängt. Der Antrieb — etwa
eine Spindel oder Zahnstange — braucht oft mehr Schmierstoff als der Wagen. Welches Fett,
welche Menge und welches Intervall passen, hängt von Geschwindigkeit, Last, Hub und Umgebung ab.
📐
Warum Linearführungen geschmiert werden müssen
Was der Schmierfilm im Führungswagen leistet — und was bei Trockenlauf passiert
Eine Linearführung führt eine Maschine oder Baugruppe sauber in eine gerade Bewegungsrichtung.
Am häufigsten kommen Profilschienenführungen zum Einsatz: Auf einer Schiene läuft ein
Führungswagen, in dem Kugeln oder Rollen im Umlauf abrollen. Daneben gibt es Gleitführungen,
bei denen die Flächen direkt aufeinander gleiten. Wie ein
Wälzlager braucht auch der
Führungswagen einen Schmierstoff, der zwischen Wälzkörper und Laufbahn einen dünnen,
trennenden Film aufbaut. Solange dieser Film steht, läuft die Führung leicht und verschleißarm.
Reißt der Film ab — durch zu wenig Schmierstoff, das falsche Fett oder eingedrungene Späne —
kommt es zu Metallkontakt. Die Folge sind Reibung, Geräusche, Verschleiß an Kugeln, Rollen und
Laufbahn und schließlich Spiel in der Führung. Eine kontinuierliche Nachschmierung verringert den
Verschleiß, dämpft Geräusche, hält Schmutz fern, schützt vor Korrosion und verlängert die
Lebensdauer. Neben Profilschienen sind auch
Gleitlager und
Wälzlager auf den gleichen
stabilen Schmierfilm angewiesen.
Wie viel Pflege eine Führung braucht, hängt stark von den Bedingungen am Einsatzort ab.
Vor allem drei Einflüsse fordern den Schmierfilm heraus:
🪵
Späne und Schmutz
An Werkzeugmaschinen fallen Späne, Staub und Kühlmittel an. Gelangen sie in den Wagen, wirken sie abrasiv und verschleißen die Laufbahn.
↔️
Kurze Hübe und Stillstand
Fährt der Wagen nur über einen kleinen Abschnitt oder steht er still, wird der Schmierstoff dort aus dem Kontakt gedrängt.
💥
Hohe Geschwindigkeit und Stoßlast
Schnelle Verfahrbewegungen, Start-Stopp-Betrieb und Stöße belasten den Schmierfilm und die Führung zusätzlich.
Je kürzer die Hübe, je schneller die Bewegung und je schmutziger die Umgebung, desto
häufiger und gleichmäßiger muss nachgeschmiert werden. Wer Linearführungen
schmiert, plant die Menge also nicht pauschal, sondern nach den tatsächlichen Bedingungen
an Wagen und Antrieb.
🧪
Fett oder Öl? Den richtigen Schmierstoff wählen
Wann Fett, wann Öl — und worauf NLGI und Viskosität hinweisen
Für Linearführungen kommen grundsätzlich zwei Schmierstoffarten infrage: Fett oder Öl.
In den meisten Anwendungen fällt die Wahl auf Fett, weil es im Führungswagen haftet, das
System mit abdichtet und ohne umlaufende Versorgung auskommt. Öl wird vor allem dort gewählt,
wo sehr hohe Geschwindigkeiten gefahren werden oder die Hübe sehr kurz sind.
Fettschmierung
Fett ist die meistgenutzte Lösung für Linearführungen. Es bleibt im Wagen an Ort und Stelle,
dichtet gegen Späne und Schmutz mit ab und ist deshalb die robuste Standardwahl an Werkzeug-
und Handling-Maschinen. Fett besteht aus einem Grundöl und einem Verdicker, der das Öl wie ein
Schwamm hält und nach und nach an den Wälzkontakt freigibt.
Ölschmierung
Öl ist dünnflüssiger und kommt auch bei sehr hohen Geschwindigkeiten und sehr kurzen Hüben
noch zuverlässig in den Kontakt zwischen Wälzkörper und Laufbahn. Dafür verlangt es eine
sichere Zuführung und Abdichtung, damit nichts ausläuft. Für die meisten Standardführungen
ist Fett die einfachere Wahl, Öl die Sonderlösung für besondere Anforderungen.
NLGI & Grundölviskosität
Bei Fett beschreibt die NLGI-Klasse, wie fest oder weich es ist; die Grundölviskosität gibt an,
wie dünn- oder dickflüssig das Öl im Fett ist. Beide bestimmen mit, ob der Schmierfilm trägt und
ob das Fett gut durch enge Kanäle und Schläuche fördert. Welche NLGI-Klasse und welche
Grundölviskosität passen, hängt von Geschwindigkeit, Last und Temperatur der konkreten Führung
ab — eine pauschale Zahl, die für jede Anwendung stimmt, gibt es nicht. Maßgeblich sind die
Vorgaben des Führungs- und Schmierstoffherstellers.
Für besondere Anforderungen gibt es spezialisierte Fette: gut haftende Fette für staubige
Umgebungen, leicht laufende synthetische Fette für hohe Geschwindigkeiten und kurze Hübe sowie
lebensmitteltaugliche und biologisch abbaubare Varianten. Solche Fette bieten alle gängigen
Hersteller an, etwa SKF, Klüber, Mobil, Fuchs oder Shell — die Auswahl bleibt herstellerneutral
und richtet sich nach der Anwendung. Ein wichtiger Punkt: Wagen und Antrieb können
unterschiedliche Schmierstoffe verlangen, weil ihre Anforderungen voneinander abweichen.
Die Angaben zur Schmierstoffauswahl sind unverbindliche Orientierungswerte und herstellerneutral
zu prüfen. Eignung und Verträglichkeit sind vorab mit dem Führungs- und Schmierstoffhersteller
abzuklären; eine Haftung wird nicht übernommen.
🔄
Linearführungen richtig nachschmieren — Wagen und Antrieb
Schmieranschluss, unterschiedliche Mengen und das Kurzhub-Problem
Im Betrieb altert der Schmierstoff und geht nach und nach verloren — durch Bewegung, Wärme und
ausgespülten Schmutz. Deshalb muss eine Linearführung nachgeschmiert werden. Die Nachschmierung
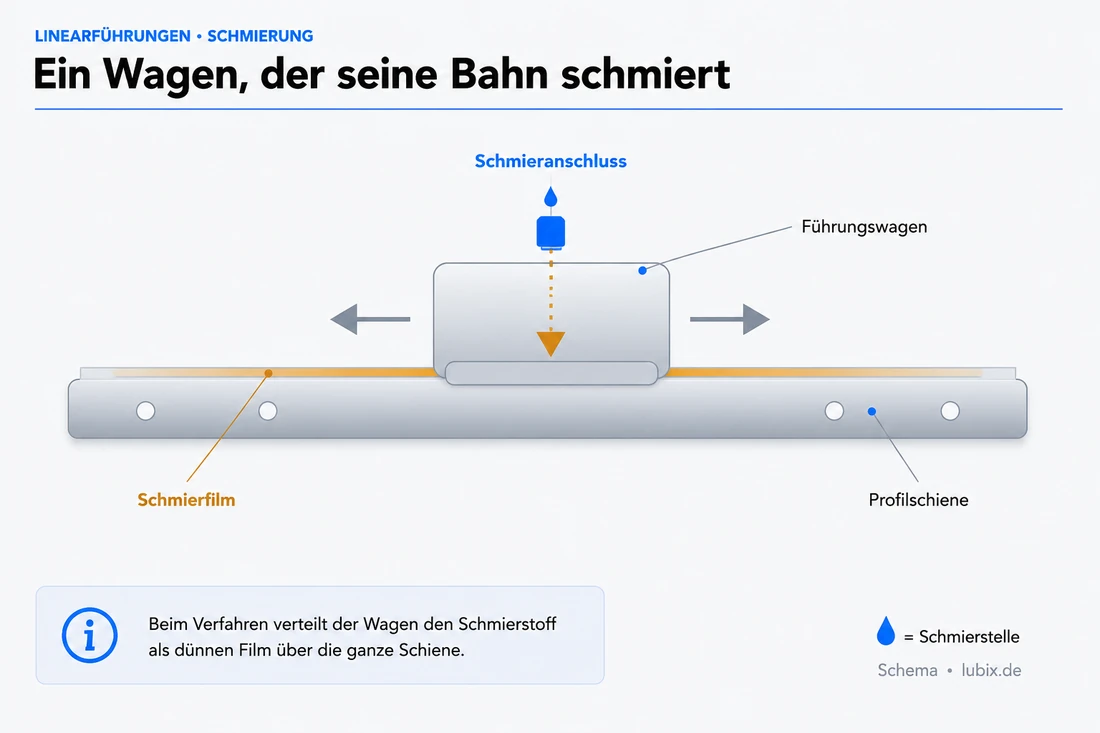
erfolgt in der Regel über einen Schmieranschluss am Führungswagen, durch den frischer
Schmierstoff in den Kugel- oder Rollenumlauf gelangt. Damit sich der Schmierstoff gleichmäßig im
Wagen verteilt, ist ein gewisser Volumenstrom nötig.
Eine Besonderheit gegenüber dem klassischen Lager: Eine Achse besteht meist aus mehreren
Führungswagen plus einem Antrieb — etwa einer Spindel (Kugelgewindetrieb) oder einer Zahnstange.
Der Antrieb braucht häufig eine deutlich größere Schmierstoffmenge als ein einzelner Wagen, und
seine Anforderungen an den Schmierstoff können von denen des Wagens abweichen. Beim Schmieren
muss man Wagen und Antrieb daher getrennt betrachten. Eine feste Menge, die für jede Führung
passt, gibt es nicht — Menge und Intervall richten sich nach der Vorgabe des Herstellers.
⚠️ Kurze Hübe sind der kritische Fall
Fährt der Wagen immer nur über denselben kurzen Abschnitt der Schiene, wird der Schmierstoff
dort aus dem Kontakt gedrängt und nicht nachgeführt. An dieser Stelle kann der Film abreißen.
Helfen können gelegentliche längere Verfahrwege, ein leichter laufender Schmierstoff und vor
allem eine kontinuierliche Nachschmierung, die den Film immer wieder auffüllt.
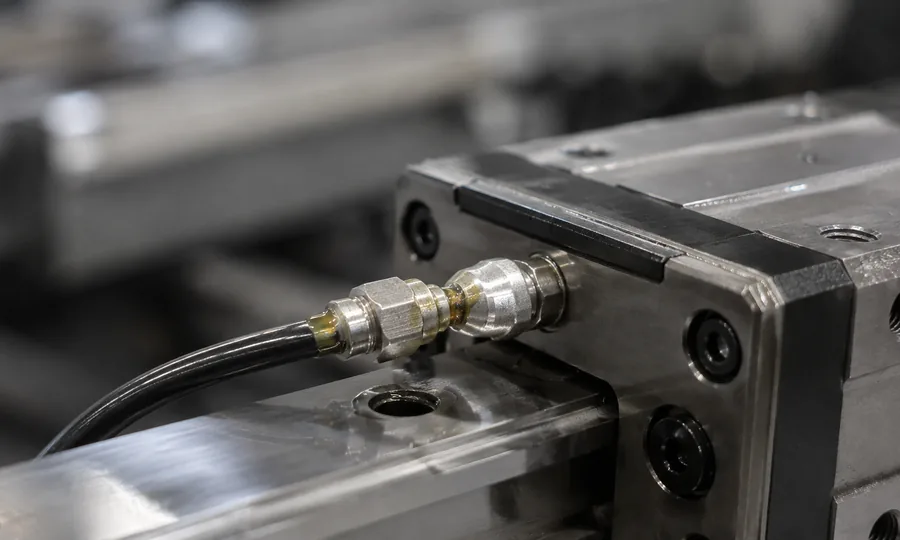
Genau hier liegt die Stärke automatischer Schmierung: Ein Schmierstoffgeber gibt kontinuierlich
kleine Mengen ab, statt in seltenen, großen Schüben von Hand zu schmieren. Das ist bei
Linearführungen besonders wertvoll, weil ihre Schmierstellen oft schwer zugänglich sind und im
laufenden Betrieb versorgt werden müssen. Ein Mehrpunktsystem kann je Auslass eine andere
Spendemenge abgeben — so erhält der Antrieb mehr, der einzelne Wagen weniger. Mehr dazu im
Überblick zur Einzelpunktschmierung.
Die Angaben zu Nachschmierung, Menge und Intervall sind unverbindliche Orientierungswerte und
herstellerneutral zu prüfen. Maßgeblich sind die Vorgaben des Führungs-, Maschinen- und
Schmierstoffherstellers; eine Haftung wird nicht übernommen.
❌
Die häufigsten Schmierungsfehler bei Linearführungen
Diese sechs Fehler kosten Führungen unnötig Lebensdauer
↔️
Kurze Hübe nicht beachtet
Bei nur kurzen Verfahrwegen reißt der Film an einer Stelle ab. Gelegentlich länger verfahren oder kontinuierlich nachschmieren.
🪵
Späne im Wagen
Eindringende Späne und Schmutz wirken abrasiv. Abstreifer, Abdeckungen und ein gut haftendes Fett halten dagegen.
⚖️
Antrieb wie Wagen behandelt
Spindel oder Zahnstange brauchen oft mehr Schmierstoff als der Wagen. Wer beide gleich versorgt, schmiert das eine zu viel, das andere zu wenig.
🧴
Falsches Fett gewählt
Ein Fett, das nicht zu Geschwindigkeit, Last oder Hub passt, trägt den Film nicht zuverlässig. Auswahl nach Betriebsbedingungen statt nach Gewohnheit.
🕳️
Schwer zugängliche Stellen übersehen
Eng verbaute Schmieranschlüsse werden beim Schmieren von Hand vergessen und laufen trocken. Eine vollständige Schmierstellen-Liste verhindert das.
📈
Über- oder Unterschmierung
Zu wenig Schmierstoff lässt den Film abreißen, zu viel quillt aus dem Wagen und bindet Schmutz. Die Menge muss zur Schmierstelle passen.
🏭
Linearführungen in der Praxis — branchenübergreifend
Dieselben Grundregeln, andere Umgebungen
Linearführungen arbeiten überall dort, wo etwas exakt geradlinig bewegt wird — im
Werkzeugmaschinenbau, in der Automatisierung und im Verpackungswesen ebenso wie an Handling-
und Montageanlagen. Die Grundregeln bleiben gleich, doch die Umgebung entscheidet über Fettwahl
und Intervall: In der Zerspanung dominieren Späne und Kühlmittel, im Handling kurze, schnelle
Hübe, in der Kunststoffverarbeitung Wärme und Dauerbetrieb. So sieht das in der Praxis aus:
Die kritischste Umgebungsbedingung entscheidet über Schutzbedarf und Fetttyp.
Schritt 5 / 9 — Belastung
Wie ist die mechanische Belastung an der Schmierstelle?
Stoß- und Schwingungsbelastung erfordert MoS₂-haltige oder Hochlastfette — unabhängig von Temperatur und Umgebung.
Schritt 5 / 7 — Intervall
Wie lange soll ein Schmierstoffgeber halten?
Kürzere Intervalle = mehr Kontrolle. Längere Intervalle = weniger Wartungsaufwand.
Schritt 6 / 7 — Antrieb
Was steht an der Schmierstelle zur Verfügung?
Entscheidend für die Wahl zwischen elektromechanischem, gas- oder federbetriebenen Systemen.
Schritt 7 / 7 — Sonderanforderungen
Gibt es besondere Anforderungen?
Falls nichts zutrifft, wählen Sie „Keine besonderen Anforderungen".
⚠️ Individuelle Beratung empfohlen
Ihre Anforderungen sind komplex — das ist gut so. Für diese Kombination empfehlen wir eine persönliche Auslegung. Ihre bisherigen Angaben werden direkt mitübermittelt.
📋 Ihre bisherigen Angaben
Mit dem Absenden stimmen Sie unserer Datenschutzerklärung zu. Wir antworten innerhalb von 24 Stunden.
Diese Empfehlung ist eine unverbindliche Orientierungshilfe auf Basis Ihrer Angaben und ersetzt keine fachliche Auslegung. Die tatsächlich geeignete Schmierlösung hängt von den konkreten Betriebsbedingungen Ihrer Anlage ab; verbindlich sind die Vorgaben des Maschinen- und Schmierstoffherstellers. Produkt- und Fettangaben dienen der Orientierung und sind herstellerneutral zu prüfen — eine Haftung für Eignung, Vollständigkeit oder daraus resultierende Schäden wird nicht übernommen.
✉️
Anfrage erfolgreich übermittelt
Vielen Dank! Wir haben Ihre Angaben erhalten und melden uns innerhalb von 24 Stunden mit einer individuellen Empfehlung.
Tipp: Mit dem LUBIX Schmierstellen-Manager können Sie Ihre Schmierstellen schon jetzt digital erfassen.
Diese perma-Schmierstoffgeber eignen sich für die automatische Schmierung im Bereich Linearführungen. Menge wählen, auf die Anfrageliste setzen und gebündelt anfragen – Preise und Auslegung erhalten Sie auf Anfrage.
perma STAR VARIO
Elektromechanischer Einzelpunkt-Geber, temperatur- und druckunabhängig – der Allrounder für Lager und Antriebe.
Eigenfett-Befüllung (auf Anfrage): Grundsätzlich ist es möglich, die Schmierstoffgeber auf ausdrückliche Anfrage mit einem von Ihnen bereitgestellten, freigegebenen Fett zu befüllen. Diese Befüllung wird als separate Dienstleistung angeboten und ist im Einzelfall gesondert anzufragen und abzustimmen. Mehr dazu →
❓
Häufige Fragen zum Schmieren von Linearführungen
Fragen aus der Praxis und der Instandhaltung
Linearführungen werden meist mit Fett geschmiert; das ist die übliche und robuste Lösung. Welches Fett passt, hängt von Geschwindigkeit, Last, Temperatur und Umgebung der Führung ab — eine pauschale Vorgabe gibt es nicht. Öl wird gewählt, wenn die Führung sehr schnell läuft oder nur kurze Hübe ausführt, weil dünnflüssiges Öl auch dort noch in den Kontakt kommt. Bei Spänen und Schmutz ist ein gut haftendes Fett im Vorteil. Maßgeblich sind die Vorgaben des Führungs- und Schmierstoffherstellers; die Angaben hier sind herstellerneutral zu prüfen, etwa bei SKF, Klüber, Mobil, Fuchs oder Shell.
Ein festes Intervall für alle Führungen gibt es nicht. Wie oft eine Linearführung nachgeschmiert werden muss, hängt von Hublänge, Geschwindigkeit, Last und Umgebung ab. Kurze Hübe, hohe Geschwindigkeiten, Stoßlast und viel Schmutz erhöhen den Bedarf. Der Antrieb — etwa eine Spindel oder Zahnstange — braucht dabei häufig mehr Schmierstoff als der einzelne Führungswagen. Menge und Intervall richten sich nach der Vorgabe des Herstellers. Ein automatischer Schmierstoffgeber gibt kontinuierlich kleine Mengen ab und hält den Schmierfilm stabil, statt in seltenen großen Schüben von Hand zu schmieren.
Für Profilschienenführungen ist Fett die übliche Wahl. Es haftet im Führungswagen, dichtet gegen Schmutz mit ab und kommt ohne umlaufende Versorgung aus. Öl wird vor allem bei sehr hohen Geschwindigkeiten oder sehr kurzen Hüben eingesetzt, weil es leichter in den Wälzkontakt zwischen Kugel oder Rolle und Laufbahn fließt. Öl verlangt aber eine sichere Zuführung und Abdichtung. Für die meisten Profilschienen an Werkzeugmaschinen und Handling-Anlagen ist Fett die einfachere und robustere Lösung. Verbindlich sind die Vorgaben des Führungsherstellers.
Bei sehr kurzen Hüben bewegt sich der Führungswagen immer nur über denselben kleinen Abschnitt der Schiene. Der Schmierstoff wird dabei aus der Kontaktzone herausgedrängt und nicht mehr nachgeführt. An dieser Stelle kann der trennende Film dünn werden, es kommt zu Metallkontakt und örtlichem Verschleiß. Auch im Stillstand und bei Schwingungen kann sich der Film an einer festen Position abbauen. Abhilfe schaffen gelegentliche längere Verfahrwege, ein leichter laufendes Öl oder Schmierfett sowie eine kontinuierliche Nachschmierung über einen automatischen Schmierstoffgeber, der den Film immer wieder auffüllt.
An Werkzeugmaschinen fallen Späne, Kühlmittel und Staub an, die in den Führungswagen gelangen können. Dort wirken sie abrasiv und verschleißen Kugeln, Rollen und Laufbahn. Schutz bieten Abstreifer und Dichtungen am Wagen, Abdeckungen über der Schiene sowie ein gut haftendes Fett, das eindringende Partikel mit abdichtet. Eine kontinuierliche Nachschmierung hilft zusätzlich, weil frischer Schmierstoff Schmutz aus dem Kontakt heraustransportiert. Wird zu selten geschmiert, sammeln sich Späne im trockenen Wagen und beschleunigen den Verschleiß.
Ja. Linearführungen lassen sich am Schmieranschluss des Führungswagens und am Antrieb automatisch schmieren. Ein Schmierstoffgeber sitzt direkt am Wagen oder versorgt mehrere Schmierstellen über Schläuche von einer Pumpe aus. Das ist besonders sinnvoll, weil Schmierstellen an Linearführungen oft schwer zugänglich sind und im laufenden Betrieb geschmiert werden müssen. Der Wagen und der Antrieb brauchen dabei meist unterschiedliche Mengen — ein Mehrpunktsystem kann je Auslass eine andere Spendemenge abgeben. So entfallen das Schmieren von Hand bei laufender Anlage und vergessene Schmierstellen.
🔧 Kostenloses Tool für Instandhalter
Linearführungs-Schmierstellen digital erfassen & tracken
Alle Führungswagen und Antriebe strukturiert hinterlegen — mit Fetttyp, Menge und Fälligkeit je Stelle. Termine tracken, QR-Etiketten drucken, PDF-Export für die Wartungsdokumentation.